活用事例集
活用事例集一覧へ戻る
曲がり穴放電加工技術の開発
金型の効率的な温度調整や、油空圧機器の流体移動には、金属部品の内部で屈折・屈曲した形状の「曲がり穴」が理想とされています。しかしながら、曲がり穴はドリル加工などの一般的な加工技術で形成することができません。当センターでは、つり下げ電極と称する柔軟な構造の電極を用いた放電加工法によって、簡便かつ高い加工精度で曲がり穴を加工できる技術を開発しました。
曲がり穴放電加工技術
つり下げ電極
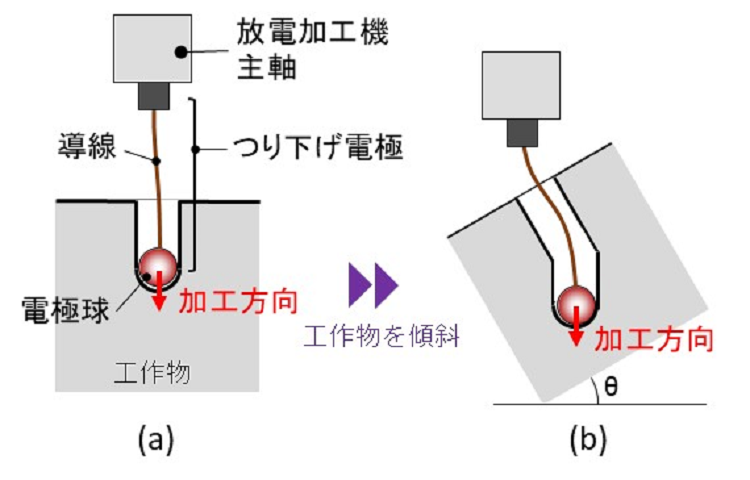
曲がり穴を加工するには、柔軟な構造の電極が必要です。そこで、図1に示すような電極球を柔軟な導線で接合した構造の「つり下げ電極」を開発しました。
つり下げ電極は、放電反力などによって揺れ動きながら加工が進行します。この揺れによって、加工粉や気泡が効率良く排出され、安定した加工状態が得られます。曲がり穴加工だけでなく、ジャンプ動作が不要であるため、一般的な丸棒電極よりも速く加工できるという特徴があります。
図1 つり下げ電極の外観

曲がり穴加工
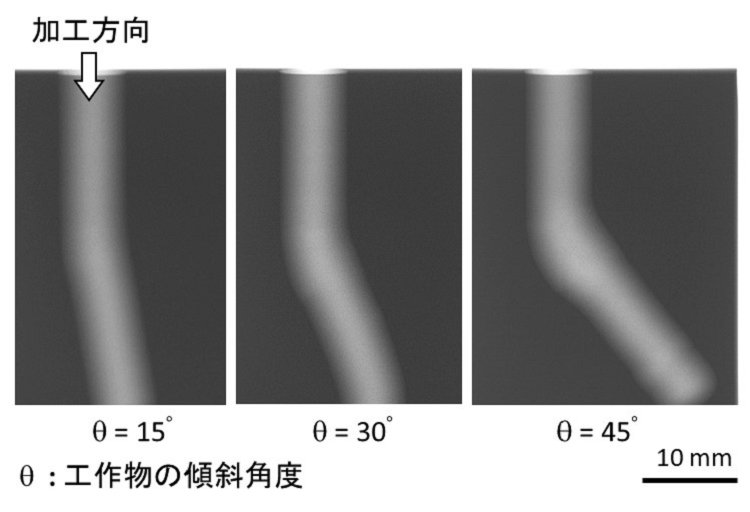
つり下げ電極と工作物の傾斜制御を組み合わせることで、曲がり穴を加工することができます。図2は、チタン合金(64Ti)の工作物に対する穴径7mmの屈折穴のX線透視像です。工作物の傾斜角度(θ)に相応した屈折穴が得られていることが分かります。
図2 種々の角度の屈折穴
(X線投資像、灰色部分が穴加工)
本技術では、電極球のサイズや加工条件を適切に選択することで様々な直径や形状の曲がり穴を加工することができます。図3はアルミニウム合金(A5052)の工作物に対する穴径10mmの深穴加工例です。加工長さは500mmにも及びますが、設計通りの屈折角度が得られています。
図3 深穴屈折穴
(超音波深傷像、青色部分が加工穴)

本研究は、岡山大学大学院 特殊加工学研究室との共同研究によって実施しています。
| 開発年度 | |
|---|---|
| 事業、研究名 | 金属加工技術 |
| 公開情報 | 山口篤、岡田晃:解説 つり下げ電極を用いた曲がり穴放電加工、精密工学会誌、Vol.81、No.11、pp.987-990(2015) 山口篤、岡田晃ら:つり下げ電極を用いた放電加工による曲がり穴加工法の開発―チタン合金の放電加工特性と曲がり穴加工―、精密工学会誌、 Vol.85、No.4、pp.359-364(2019)ほか |
| お問合せ先 | 兵庫県立工業技術センター 技術企画部 山口 篤 |
曲がり穴、放電加工、つり下げ電極、球電極、深穴加工